Zurzeit verwendet unser Hersteller folgende Standardmodelle:
Bohreinheit Modell TR 12c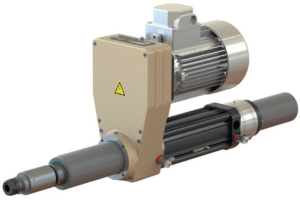
Pneumatischer Vorschub
Vorschublänge gesamt 100 mm, davon 25 mm Eil- und 75 mm Arbeitsvorschub
Bohrleistung bis ø 10 mm
Vorschubkraft bei 6 bar Systemdruck 1200 N
Spindeldrehzahl 1500 U/min
Motorleistung 0,37 kW
Pneumatischer Zylinder ø 63 mm
Eil- und Arbeitsvorschub unabhängig regulierbar
Spannzangenhalter ER 16 mit 15 mm
Gewicht ab 15 kg
(Ist auch in anderen Ausführungen erhältlich, wie andere Drehzahl, Motorleistung und Spindelhub!)
Bohreinheit Modell TR 20c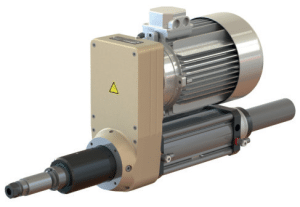
Pneumatischer Vorschub
Vorschublänge gesamt 100 mm, davon 25 mm Eil- und 75 mm Arbeitsvorschub
Bohrleistung bis ø 20 mm
Vorschubkraft bei 6 bar Systemdruck 3700 N
Spindeldrehzahl 1500 U/min
Motorleistung 0,75 kW
Pneumatischer Zylinder ø 100 mm
Eil- und Arbeitsvorschub unabhängig regulierbar
Spannzangenhalter ER 20 mit 20 mm
Gewicht ab 28 kg
(Ist auch in anderen Ausführungen erhältlich, wie andere Drehzahl, Motorleistung und Spindelhub!)
Bohreinheit Modell T 14d
CNC-Einheit
Vorschub über Kugelgewindespindel
Vorschublänge gesamt 150 mm, davon 10 mm Eil- und 140 mm Arbeitsvorschub
Bohrleistung bis ø 14 mm
Maximal übertragbares Drehmoment 60 Nm
Spindeldrehzahl 2000 U/min (Zahnriemenantrieb)
Motorleistung 0,75 kW
Hubzylinder ø 55 mm
Eil- und Arbeitsvorschub unabhängig regulierbar
Spannzangenhalter B18 DIN 238 Standard, andere auf Anfrage
Gewicht ab 36 kg
(Ist auch in anderen Ausführungen erhältlich, wie andere Drehzahl, Motorleistung und Spindelhub!)
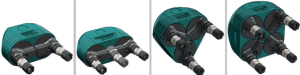
Aufsätze für Bohreinheiten „Mehrspindelköpfe“ (optional)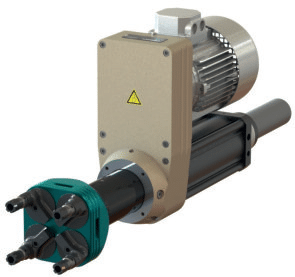
„MULTI SPINDLE HEAD“ zur Montage an die Bohreinheiten TR12, TR20 oder T14. Mit dieser Erweiterung ist es möglich, je nach Ausführung bis zu vier Löcher gleichzeitig zu Bohren!
Die Bohrleistung richtet sich nach der verwendeten Bohreinheit und der Größe der verwendeten Mehrspindelköpfe, maximal jedoch bis Bohrung ø20 mm / Gewinde M14 (Gewindeschneiden nur mit zusätzlichem Aufsatz möglich!).
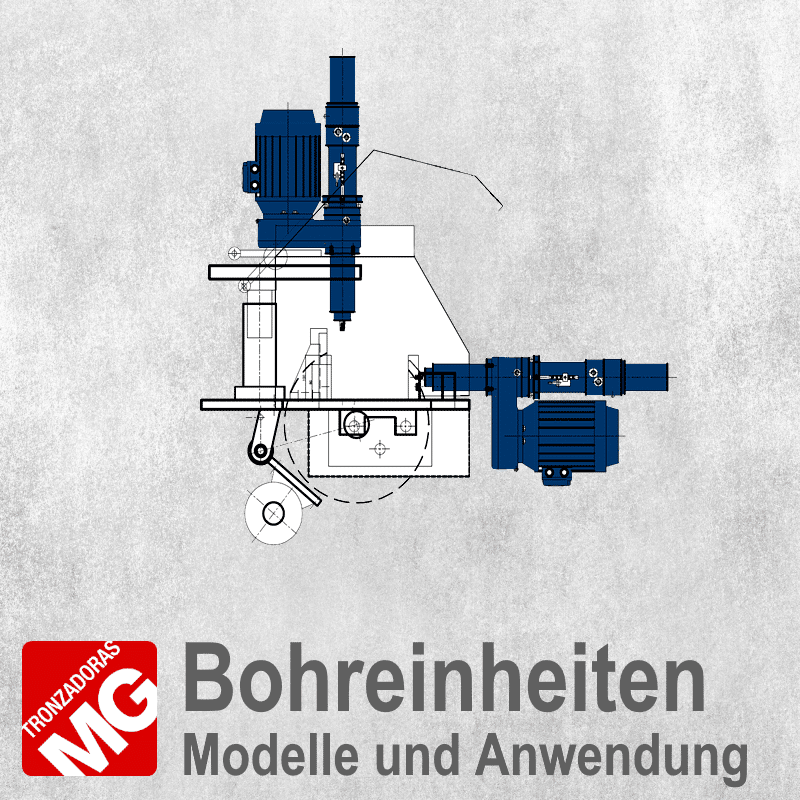
Anwendungsmöglichkeiten der Bohreinheit (Modell unabhängig)
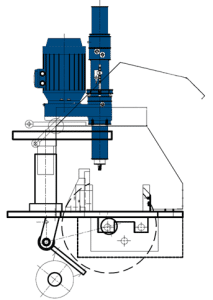 Vertikale Bohreinheit, manuell um ca. 100 mm auf der Y-Achse versetzbar,
Vertikale Bohreinheit, manuell um ca. 100 mm auf der Y-Achse versetzbar,
Einsatz bei konventionellen und Maschinen mit CNC-Steuerung.
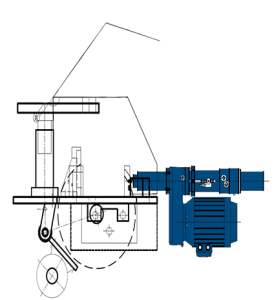 Horizontale Bohreinheit, manuell um ca. 100 mm auf der X-Achse versetzbar,
Horizontale Bohreinheit, manuell um ca. 100 mm auf der X-Achse versetzbar,
Einsatz bei konventionellen und Maschinen mit CNC-Steuerung.
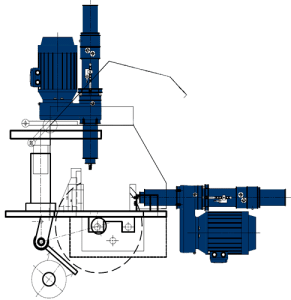 Vertikale und horizontale Bohreinheit, manuell um ca. 100 mm auf der Y- bzw. X-Achse versetzbar,
Vertikale und horizontale Bohreinheit, manuell um ca. 100 mm auf der Y- bzw. X-Achse versetzbar,
Einsatz bei konventionellen und Maschinen mit CNC-Steuerung.
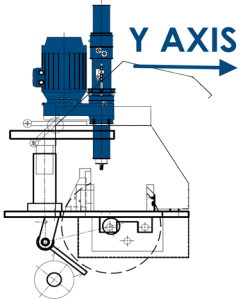 Vertikale Bohreinheit, automatisch um ca. 150 mm auf der Y-Achse verfahrbar, Eingabe über das Bedienpult der Maschine,
Vertikale Bohreinheit, automatisch um ca. 150 mm auf der Y-Achse verfahrbar, Eingabe über das Bedienpult der Maschine,
nur bei Maschinen mit CNC-Steuerung.
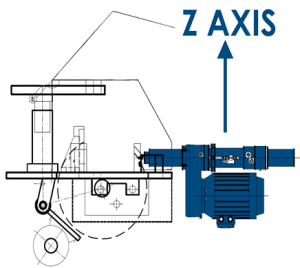 Horizontale Bohreinheit, automatisch um ca. 120 mm auf der Z-Achse verfahrbar, Eingabe über das Bedienpult der Maschine, nur bei Maschinen mit CNC-Steuerung.
Horizontale Bohreinheit, automatisch um ca. 120 mm auf der Z-Achse verfahrbar, Eingabe über das Bedienpult der Maschine, nur bei Maschinen mit CNC-Steuerung.
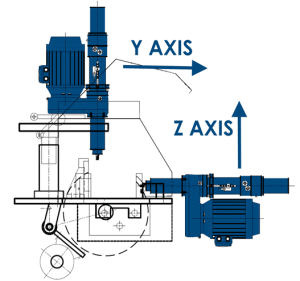 Vertikale und horizontale Bohreinheit, automatisch um ca. 150 mm auf der Y-Achse und ca. 120 mm auf der Z-Achse verfahrbar, Eingabe über das Bedienpult Maschine, nur bei Maschinen mit CNC-Steuerung.
Vertikale und horizontale Bohreinheit, automatisch um ca. 150 mm auf der Y-Achse und ca. 120 mm auf der Z-Achse verfahrbar, Eingabe über das Bedienpult Maschine, nur bei Maschinen mit CNC-Steuerung.
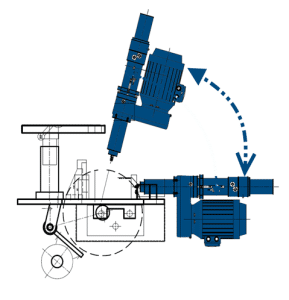 Horizontale Bohreinheit, schwenkbar um auch 45° Bohrungen zu tätigen, kann mit vertikaler Bohreinheit kombiniert werden! Je nach Ausführung der vertikalen Bohreinheit bei konventionellen und Maschinen mit CNC-Steuerung einsetzbar.
Horizontale Bohreinheit, schwenkbar um auch 45° Bohrungen zu tätigen, kann mit vertikaler Bohreinheit kombiniert werden! Je nach Ausführung der vertikalen Bohreinheit bei konventionellen und Maschinen mit CNC-Steuerung einsetzbar.
Weitere Anwendungsmöglichkeiten, die vom Hersteller realisiert wurden
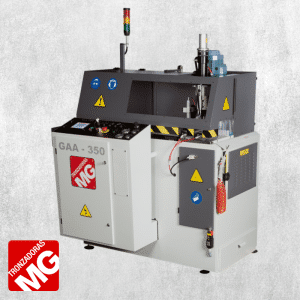
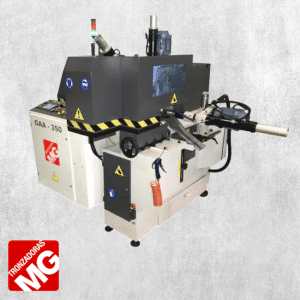
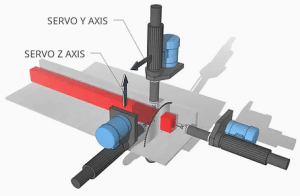 Vertikale, horizontale und frontale Bohreinheit, siehe TRONZDORAS Modell GAA-350-90 CNC + TR12 VERTICAL + Y AXIS + TR12 HORIZONTAL + TR12 FRONTAL
Vertikale, horizontale und frontale Bohreinheit, siehe TRONZDORAS Modell GAA-350-90 CNC + TR12 VERTICAL + Y AXIS + TR12 HORIZONTAL + TR12 FRONTAL
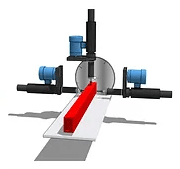 Eine vertikale und zwei horizontale Bohreinheiten, mit Sägeblatt-Schnittführung von oben, je eine horizontale Bohreinheit befindet sich links und rechts vom Werkstück.
Eine vertikale und zwei horizontale Bohreinheiten, mit Sägeblatt-Schnittführung von oben, je eine horizontale Bohreinheit befindet sich links und rechts vom Werkstück.
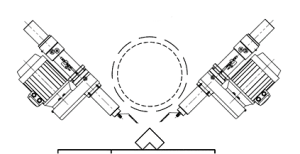 Bohreinheiten 45° von links und 45° von rechts
Bohreinheiten 45° von links und 45° von rechts
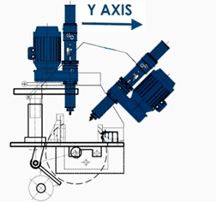 Vertikale Bohreinheit, verfahrbar auf der Y-Achse und Bohreinheit 45° von rechts arbeitend
Vertikale Bohreinheit, verfahrbar auf der Y-Achse und Bohreinheit 45° von rechts arbeitend
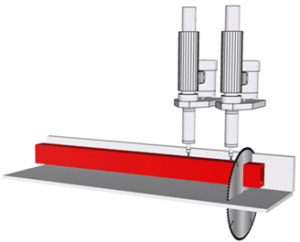 2 Stück vertikale Bohreinheiten, in Reihe sitzend
2 Stück vertikale Bohreinheiten, in Reihe sitzend